| 产地 | 河南洛阳 |
|---|---|
| 规格 | 齐全 |
| 材质 | MPP |
| 颜色 | 橘黄色 |
| 用途 | 电线护管 |
| 连续使用温度 | 0-55C° |
| 货号 | 012 |
| 压力 | 1.0(Mpa) |
产品优势图


2、MPP电力管端面铣平
(1)将机架后退到较后方,置入铣刀,先打开铣刀电源开关,然后合拢管材两端,并加以适当的应力,直到两端有连续的切屑出现后,(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度)略等片刻,再退开活动架,关闭铣刀电源;
(2)取出铣刀,合拢两端,检查两端对齐情况:管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不满足,应再次铣削,直到满足为止。
注:把管材焊接部分的氧化层铣切掉(较大切削厚度为0.5mm)。管的两端面正好平行(较大偏离为0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接触弄脏,而且要立刻焊接。)



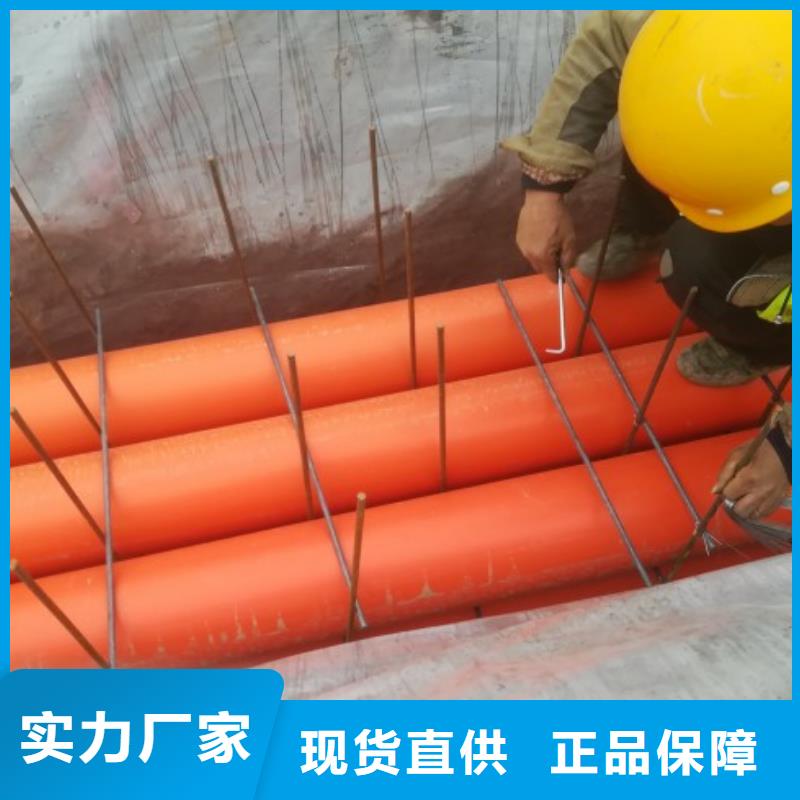
MPP电力管道材质特征
MPP电力管道采用热熔焊接连接,其熔接强度不低于管材本身强度,管材一旦经过焊接连接后就形成了一个整体,其焊接强度一般在24MPa以上,而一般在非开挖工程的拉伸强度不会超过10MPa,具有极大的安好施工保证,因此,国内越来越多的工程都采用非开挖施工。
MPP电力管道

产品案例

公司实力

4、MPP电力管冷却
(1)一旦吸热时间到,松开机架,迅速取出加热板(越快越好),然后合拢两管端,其制作时间尽量缩短,不能超过7秒。此时不能打开缷压阀(此时开始计算冷却时间);
(2)冷却时间为5-6分钟,焊接处材料逐渐冷却硬化,此时间内不能移动机架,避免各种可能影响焊接作用的不良搬动撞击接头。冷却到规定时间后,松开卡瓦,取出连接完成的管材。
(3)作用:如果焊接的好,在管材周围的整个圆周都可看到两道光滑均匀圆弧焊缝,每边宽度宽度在10mm以内。

中雄管业有限公司宗旨:诚信立足,创新致远,以 西藏PE管厂家质量求生存,以信誉求发展,赢得了各界用户的好评,是目前理想的 西藏PE管厂家产品。公司实力和 西藏PE管厂家产品质量获得业界的认可。中雄管业有限公司欢迎各界朋友莅临参观、指导和业务洽谈。